 广州凌控自动化科技有限公司
广州凌控自动化科技有限公司
http://m.chlingkong.com
凌控导读:在切片机PLC主控系统中,使用Pro-face人机界面代替传统中的按钮,开关和指示灯;而且还可以与PLC进行双向数据交换,接受用户的工作参数设置,同时监视系统的运行并显示设备操作状态的实时信息。
选用Pro-face系列AST-3401触摸屏,7.5英寸,256色真彩显示,可以与三菱Q02PLC通过RS232通讯,其画面编辑软件GP-Pro EX功能全面,大大加快了设备的研发周期Pro-face
1 引言
在切片机PLC主控系统中,使用Pro-face人机界面代替传统中的按钮,开关和指示灯;而且还可以与PLC进行双向数据交换,接受用户的工作参数设置,同时监视系统的运行并显示设备操作状态的实时信息Pro-face
选用Pro-face系列AST-3401触摸屏,7.5英寸,256色真彩显示,可以与三菱Q02PLC通过RS232通讯,其画面编辑软件GP-Pro EX功能全面,大大加快了设备的研发周期人机界面
2 工艺流程
切片在整个LTCC(低温共烧陶瓷Low temperature co-fired ceramic)多层基板制造流程中属于首道工序,是继流延之后,将生瓷带卷切成所需尺寸大小的生瓷片的过程人机界面 切片具体工艺流程见图1人机界面
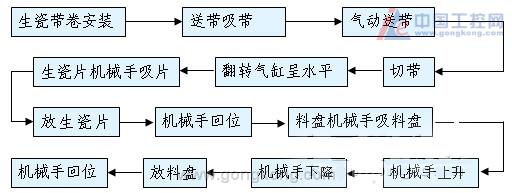
图1 切片工艺流程图
3 界面设计
通过界面设计,使切片设备实现了人机交互功能,主要完成参数设置、切片的手动/自动运行、状态监控、设备维护和报警信息显示等功能切片机
3.1操作主屏
设备上电,各运动轴初始化,同时触摸屏欢迎页面显示,2秒后进入主界面即操作主屏(见图2),这时用户就可以进行设备操作切片机
在操作主屏,可以通过功能键切换其它画面屏,也可以进行自动切片操作切片机
按 “开始”,设备就按设定的切片数量进行自动切片,并显示当前切片数量。状态信息是提示用户当前设备状态,包括初始化,待机,手动操作,自动操作,料盘用完提示和切片数量完成等等,用户可以根据提示信息进行相应的操作。

图2 操作主屏
3.2 参数设置
在操作主屏按参数设定键,进入参数设定屏,选择切片尺寸,送料方向(逆时针或顺时针),旋转功能等参数,如图3所示。
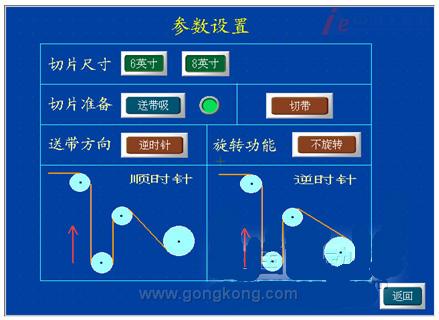
图3 参数设定屏
3.3 手动操作屏
送带,切带,压带,放生瓷片,放料盘,料盘旋转,手动按一个键执行一个操作,见图4,还可以触发小窗口画面弹出和消隐,实现“料盘用完”提示后用户下一步操作信息,更加人性化。
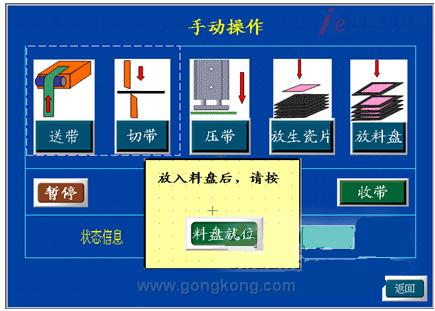
图4 手动操作屏
3.4设备调试屏
状态监控和设备维护屏都是做为设备调试用。

图5 状态监控屏
进入状态监控屏(见图5),可以操作总气路正压和负压开关,对单个气缸和单个负压进行调试确认,同时可以显示气缸状态和负压压力。
进入设备维护屏(见图6),可以进行单轴的点动和回原点操作,同时可以定量显示当前位置。为了避免各运动轴干涉,对三个选择项“生瓷片机械手”,“料盘机械手”和“料盘抬升”进行互锁。

图6 设备维护屏
4 应用技巧
4.1 D脚本编程
设备开机后,先出现欢迎页面并显示2秒后进入主界面,使用了Proface特有的D脚本功能。
具体方法是:打开全局D脚本对话框,选择定时器触发方式,输入定时时间,并在脚本表达式区输入:[w:[#INTERNAL]LS0008]=2即可(2指的是主界面画面号),具体操作见图7。
4.2 系统区切换画面功能
启用系统区的切换画面功能,然后在PLC主程序把报警画面号赋值给系统区PLC地址D30,那么控制系统有报警信息就会自动跳到报警信息屏,这就减轻了PLC实时监视报警信息的负担,见图8。
4.3 Memory Loader功能
使用Memory Loader功能,不使用PC仅使用USB存储器来备份和传输工程数据,大大方便了设计调试。

图7 D脚本功能
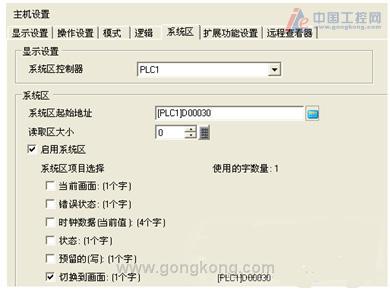
图8 系统区切换画面
5 结束语
切片机自投入现场以后运行稳定,而且用户操作简单,维护方便,已通过用户专家组验收,并获好评,值得在人机界面场合推广应用。