 广州凌控自动化科技有限公司
广州凌控自动化科技有限公司
http://m.chlingkong.com
凌控导读:近十年来,随着生产工艺的不断改进,香烟市场的不断变化,为了适应市场经济的发展需要,主机生产厂家在提高和完善机器性能的同时又开发出了许多新的品种机型。除常见的20支包装的香烟外(盒内按7,6,7支三层排列),双十支扁盒,双8支扁盒型,以及高速机型等等。而PLC控制系统在灵活适应这些变化的同时,也把新的技术新的性能应用到所开发的产品中FX0N 如反映生产流程的显示系统,由最初的单片机模拟显示盘,改为彩色CRT显示,然后又发展到当前的人机界面多功能显示器FX0N 利用PLC的通讯功能和高级指令把上位机PLC及显示器联接成一有机整体香烟包装机 因此产品受到用户,特别是操作工人的欢迎香烟包装机 数百台此类包装机工作在全国几十家大中小型卷烟厂的生产线上香烟包装机
一. 概述
硬盒香烟包装机是一台由1万多个零部件组成的高度自动化的生产机械 (见图1)
自90年代初开始,我公司就已经为国家烟机总公司指定的唯一一家生产厂配套制作以三菱PLC(当初使用F1-60MR)为核心的电器控制系统,实现了整机控制国产化。
近十年来,随着生产工艺的不断改进,香烟市场的不断变化,为了适应市场经济的发展需要,主机生产厂家在提高和完善机器性能的同时又开发出了许多新的品种机型。除常见的20支包装的香烟外(盒内按7,6,7支三层排列),双十支扁盒,双8支扁盒型,以及高速机型等等。而PLC控制系统在灵活适应这些变化的同时,也把新的技术新的性能应用到所开发的产品中。如反映生产流程的显示系统,由最初的单片机模拟显示盘,改为彩色CRT显示,然后又发展到当前的人机界面多功能显示器。利用PLC的通讯功能和高级指令把上位机PLC及显示器联接成一有机整体。因此产品受到用户,特别是操作工人的欢迎。数百台此类包装机工作在全国几十家大中小型卷烟厂的生产线上。
二. 系统简介
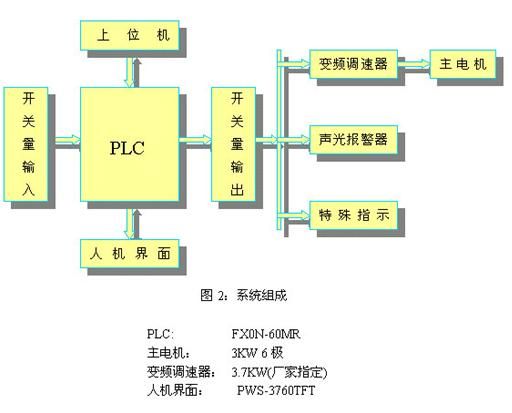
1.系统方框图(图2)
控制系统由PLC,变频器,人机界面,I/O接口等部分组成。
2. 机床对控制系统的主要工艺要求
⑴ 主电机平滑起动,无级调速,运行速度为120-140包/分(约为38-40Hz)。点动速度15-20Hz。
⑵ 低速时有转矩提升,快速制动。
⑶ 机床可以长期运行,要求安全可靠。
⑷ 机床润滑系统的注油电机每2小时自动注油5秒(时间可调),也可手动加油。
⑸ 干燥鼓两侧电热丝(2*360W)恒温加热,控制精度 50±0.05度。
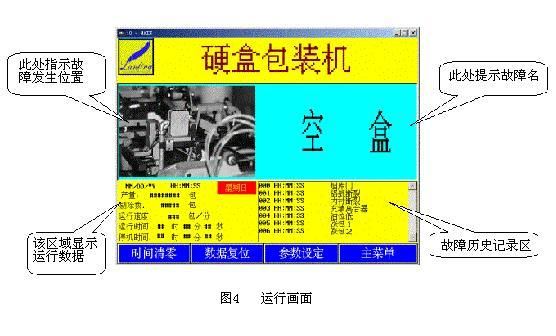
⑹ 发生故障时,应该能够显示故障名称以及发生的部位。
⑺ 由于各种原因造成的不合格产品(烟包),应该在同一指定工位准确剔除。
⑻ 对不合格烟包的处理及停机故障应该区别以下情况。
① 油位低,离合器过载,挤烟等15种故障发生时必须立即停机。
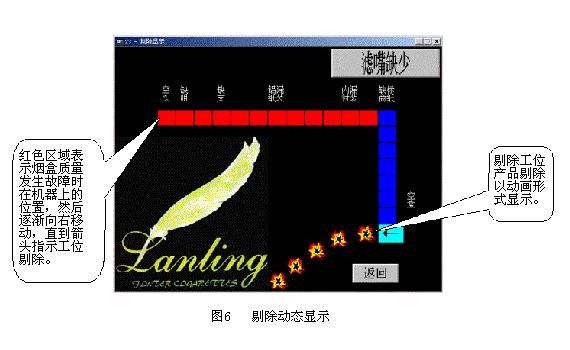
② 烟支空头,滤咀缺少等故障造成的不合格产品不停机,只发出声光报警信号,到指定的工位将其剔除。
③ 铝纸漏装,内衬漏装等故障造成的不合格产品,需要立即停机,但可以点动运行并在指定的工位将其剔除。
3.控制方案的实现
当车间工人把84毫米长的过滤咀香烟码放在烟库内并起动机器,机器就以每分钟120-140包的速度生产出按一定规律排放好的硬盒香烟,然后封装好透明纸贴好金黄色的拉线。尽管机器的生产速度很高,工艺动作要求复杂,只要充分利用PLC本身的特点,再结合生产实践,我们开发了一套简捷周密的逻辑控制方案,完全满足所有工艺要求。
系统中使用了35个开关量输入信号,10个开关量输出信号。程序中应用了9种基本指令,10种功能指令(如 INC,MOV,BMOV,CMP,SFTL,ADD等),8个定时器,6个计数器,8个指针,28个数据寄存器(含断电保持型),共1100条语句。整个程序不仅实现了全部工艺要求,而且还增加了许多辅助功能,如生产时间和停机时间的统计显示,故障频次的统计,成品产量与废品剔除数量统计,日期时间显示,日产量班产量报表的生成打印输出等功能。此外还允许操作工人对一部分运行数据进行在线修改,利用人机界面上的触摸开关即可实现。
由于PLC本身的可靠性高,抗干扰能力强及有在线修改的能力,使我们的控制系统联机调试调整时间大大缩短,几乎省去了现场服务,一般操作工人或维修电工均可胜任调试工作。所以受到了厂家的普遍好评。
4. 运行体会与经验
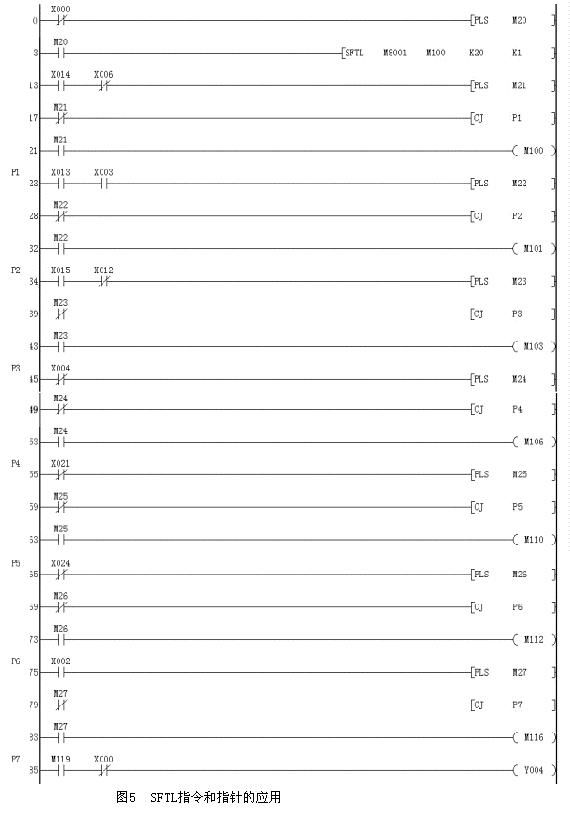
① 移位指针命令SFTL的巧妙应用:
烟包在机器上有20个工位完成一系列封装工序,其中7种不合格烟包的故障监测传感器分别分布在第1,2,4,7,11,13,17工位上。我们指定M100到M119内存区作为移位寄存器,利用同步脉冲作移位触发信号,就实现了生产中发生的任何1种或2种以上不合格品同时出现时,均可在同一个指定工位排序将它们剔除。(程序实例请见图5,6)
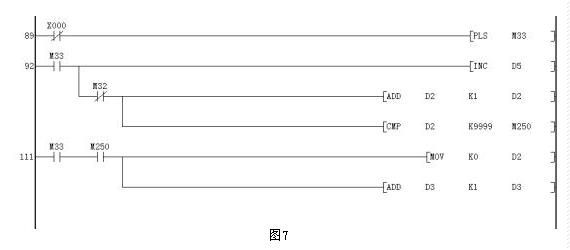
② 为了满足成品产量的计数功能,我们设计了一段程序,最大容量可以计数1亿包。按每分钟120包的产量计算,每天两班16小时,每月30天,可以累计2年的产量。这充分利用了PLC数据寄存器的功能。(程序见图7)
三. 使用效果
1996年该机组由国家烟草总公司及天津市津经委坚定其结论为:“该产品填补了国内空白,属国家同类产品先进水平”同年通过了IS09002体系认证。
该系列产品不仅成为生产厂家的拳头产品,而且由于烟草行业的高额利润和税收,就为广大(卷烟厂)用户创造了十分可观的经济效益和社会效益。此外该系列产品还向香港,乌干达,越南,塔吉克斯坦,新加坡等国家和地区出口,为国家创收大量外汇。
四. 今后的改进方向
1. 使用旋转编码器,充分利用PLC的高速计数器功能,进一步简化程序。
2. 增加通讯模块实现网络化,便于用户管理。
3. 应用FXGP软件,选用FX2N-80MR解决远程通讯,实现网络调试,网上指导现场运行。为主机厂商和用户之间的技术交流架起一座方便快捷的网络桥梁,缩短地域之间的距离。进一步提高服务效率,节约成本。